 Top
Top Site Map
Site Map References
References Link
Link About Me
About Me 日本語サイト
日本語サイトMatthew Boulton (1728-1809) and Birmingham Assay Office
Establishment of Birmingham Assay Office
 Portrait of Matthew Boulton (1728-1809) by Carl Frederik von Breda in 1792.The establishment of the assay office at Birmingham in the year 1773 was due mainly to the exertions of one man - perhaps the greatest Birmingham man of his time - Matthew Boulton (1728-1809), who, wether as an inventor, designer, or manufacturer of great and small things, useful and ornamental, left his mark, and an estimable one, on everything he touched.
Portrait of Matthew Boulton (1728-1809) by Carl Frederik von Breda in 1792.The establishment of the assay office at Birmingham in the year 1773 was due mainly to the exertions of one man - perhaps the greatest Birmingham man of his time - Matthew Boulton (1728-1809), who, wether as an inventor, designer, or manufacturer of great and small things, useful and ornamental, left his mark, and an estimable one, on everything he touched.
From the fact that petitions were presented to Parliament on the 1st of February, 1773, by manufacturers of plate in Sheffield, and on the following day by others of Birmingham, praying for the establishment of assay offices in their respective towns, it would appear that concerted action had been arranged. The petition from Birmingham was prepared by Matthew Boulton on behald of himself and the rest of the manufacturers of wrought silver in Birmingham. After referring to the Sheffield petition, it stand that the petitioners were engaged in the manufacturer of plate, which might be considerably improved if an assay office were established in their won town, that the inconvenience of sending their goods to the nearest assay office in Chester, proud of very long history since 13 century, greatly interfered with their success, and it prayed that if provision should be made for establishing an assay office at Sheffield, a similar privilege might be extended to Birmingham.
The Act (13 Geo. III. c.52) was passed against the opposition of the London Goldsmiths' Company, whereby new assay offices were established at Birmingham and Sheffield.
Jackson's Silver & Gold Marks of England, Scotland & Ireland edited by Ian Pickford
Cost Reduction of Silverware Manufacturing
The extension of the assay to allow silver to be marked in Birmingham was another his successes. Boulton took an important part in the rapid growth of technical experiments which stimulated industrial production. Increasingly, standardizes goods were made at a price that more and more consumers could afford.
Until the late eighteenth century London had been the premier centre in England for the making silver. This pre-eminense, particularly at the lower end of the market, was challenged by the quantity and, in some cases, the quality of silver from factories such as Soho, Boulton's showcase outside Birmingham built in 1762. He capitalized on the new techniques of manufacuture and decoration pioneered by the Sheffield plate manufacturers.
The rolling mill, which produced sheets of metal of a uniform thickness, had been in use since about
1740 but more recent developments had included the fly press, which permitted accurate and repetitive piecing, and improvements to the metal alloys to improve the accuracy and complexity of die-stamping. More decorative components could now be made by this process. The candlesticks for which Sheffield became well known could be made entirely from such stamped elements and a great variety of models achieved by interchanging the decorative parts.
Boulton, who began making silver in about 1766, used these modern industrial techniques where appropriate for both silver and Sheffield plate but did not entirely replaced traditional craft skills with mechanization. The advantages for the customer of machine-made goods were obvious. Candlesticks at Soho could be made from stampings at a price substantially lower than by casting in London. One pattern, the 'Lyon' candlestick, sold for GBP 17.2s. compared to GBP 44.11s; the stamped candlesticks required only 38 ounces of silver as opposed to 108 oounces needed for casting.
Consumers could economize further by buying Sheffield plate rather than silver. Plated wares were sold side by side in London shops from 1770 and in design and finish could be virtually identical. High fashion pieces by architect-designers such as James Wyatt were made in Sheffield plate as well as silver. By the end of the century, the thin gauge sheet metal made in London and elsewhere, combined with the new techniques of manufacture and simple skills, ensured an extensive range of domestic objects from oval teapots to milk jugs, cruets, salts, sugar bowls and mustards.
At the top of the London market were makers such as John Scofield and Parker & Wakelin whereas Hester Bateman and the Hennell dynasty supplied a largely middle-class clientele.
References ;
- Birmingham Gold and Silver. 1773-1973. Exhibition Catalogue (Birmingham, 1973).
- Honour, H, Goldsmiths and Silversmiths (London, 1971)
- Kenneth, C J, The Silversmiths of Birmingham (1981)
- Lever, C, Goldsmiths and Silversmiths of England (London, 1975)
- Matthew Boulton and the Toymakers: Silver from the Birmingham Assay Office. Catalogue of an exhibition held at Goldsmiths’ Hall, Foster Lane, London 15th -26th November, 1982 (Birmingham, 1982)
Link ;
"Silver - History & Design" edited by Philippa Glanville. and Wikipedia
Matthew Boulton's Biography
Birmingham
Birmingham had long been a centre of the ironworking industry. In the early 18th century the town entered a period of expansion as iron working became easier and cheaper with the transition (beginning in 1709) from charcoal to coke as a means of smelting iron. Scarcity of wood in increasingly deforested England and discoveries of large quantities of coal in Birmingham's county of Warwickshire
and the adjacent county of Staffordshire speeded the transition.
Much of the iron was forged in small foundries near Birmingham, especially in the Black Country, including nearby towns such as Smethwick and West Bromwich. The resultant thin iron sheets were transported to factories in and around Birmingham.
With the town far from the sea and great rivers and with canals not yet built, metalworkers concentrated on producing small, relatively valuable pieces, especially buttons and buckles. Frenchman Alexander Missen wrote that while he had seen excellent cane heads, snuff boxes and other metal objects in Milan, "the same can be had cheaper and better in Birmingham". These small objects came to be known as "toys", and their manufacturers as "toymakers".
Family
Matthew Boulton (1728-1809) was a descendant of families from around Lichfield, his great-great-great-great grandfather, Rev. Zachary Babington, having been Chancellor of Lichfield. Boulton's father, also named Matthew Boulton, the elder (1700-1759), born in 1700, moved to Birmingham from Lichfield to serve an apprenticeship, and in 1723 he married Christiana Piers. The elder Matthew was a toymaker with a small workshop specialising in buckles.
Matthew Boulton was born in 1728, their third child and the second of that name, the first Matthew having died at the age of two in 1726.
His father's business prospered after young Matthew's birth, and the family moved to the Snow Hill area of Birmingham, then a well-to-do neighbourhood of new houses.
As the local grammar school was in disrepair, Boulton was sent to an academy in Deritend, on the other side of Birmingham. At the age of 15 he left school, and by 17 he had invented a
technique for inlaying enamels in buckles that proved so popular that the buckles were exported to France, then reimported to Britain and billed as the latest French developments.
On 3 March 1749 Matthew Boulton married Mary Robinson, a distant cousin and the daughter of a successful mercer, and wealthy in her own right. They lived briefly with the bride's mother in Lichfield, and then moved to Birmingham where his father (the elder Matthew Boulton) made him a partner at the age of 21. Though the son signed business letters "from father and self", by the mid-1750s he was effectively running the business. The elder Boulton retired in 1757 and died in 1759.
The Boultons had three daughters in the early 1750s, but all died in infancy. Mary Boulton's health deteriorated, and she died in August 1759. Not long after her death Boulton began to woo her sister Anne. Marriage with a deceased wife's sister was forbidden by ecclesiastical law, though permitted by common law. The union was opposed by Anne's brother Luke, who feared Boulton would control (and possibly dissipate) much of the Robinson family fortune. Nonetheless, they married on 25 June 1760 at St. Mary's Church, Rotherhithe. Eric Delieb, who wrote a book on Boulton's silver, with a biographical sketch, suggests that the marriage celebrant, Rev. James Penfold, an impoverished curate, was probably bribed. Boulton later advised another man who was seeking to wed his late wife's sister: "I advise you to say nothing of your intentions but to go quickly and snugly to Scotland or some obscure corner of London, suppose Wapping, and there take lodgings to make yourself a parishioner. When the month is expired and the Law fulfilled, live and be happy ... I recommend silence, secrecy, and Scotland."
The Boultons had two children, Matthew Robinson Boulton and Anne Boulton. In 1764 Luke Robinson died, and his estate passed to his sister Anne and thus into Matthew Boulton's control.
Soho Manufactory and Soho House
After the death of his father in 1759, Boulton took full control of the family toymaking business. He spent much of his time in London and elsewhere, promoting his wares. He arranged for a friend to present a sword to Prince Edward, and the gift so interested the Prince's older brother, George, Prince of Wales, the future King George III, that he ordered one for himself.
With capital accumulated from his two marriages and his inheritance from his father, Boulton sought a larger site to expand his business. In 1761 he leased 13 acres (5.3 ha) at Soho, then just in Staffordshire, with a residence, Soho House, and a rolling mill. Soho House was at first occupied by Boulton relatives, and then by his first partner, John Fothergill. In 1766 Boulton required Fothergill to vacate Soho House, and lived there himself with his family. Both husband and wife died there, Anne Boulton of an apparent stroke in 1783 and her husband after a long illness in 1809.
The 13 acres (5 ha) at Soho included common land that Boulton enclosed, later decrying what he saw as the "idle beggarly" condition of the people who had used it. By 1765 his Soho Manufactory had been erected. The warehouse, or "principal building", had a Palladian front and 19 bays for loading and unloading, and had quarters for clerks and managers on the upper storeys. The structure was designed by local architect William Wyatt at a time when industrial buildings were commonly designed by engineers. Other buildings contained workshops. Boulton and Fothergill invested in the most advanced metalworking equipment, and the complex was admired as a modern industrial marvel. Although the cost of the principal building alone had been estimated at £2,000 (about £276,000 today); the final cost was five times that amount. The partnership spent over £20,000 in building and equipping the premises. The partners' means were not equal to the total costs, which were met only by heavy borrowing and by artful management of creditors.
Boulton feared that construction of a nearby canal would damage his water supply, but this did not prove to be the case, and in 1779 he wrote, "Our navigation goes on prosperously; the junction with the Wolverhampton Canal is complete, and we already sail to Bristol and to Hull."
Sterling Silver plate and Sheffield plate
Among the products Boulton sought to make in his new facility were sterling silver plate for those able to afford it, and Sheffield plate, silver-plated copper, for those less well off. Boulton and his father had long made small silver items, but there is no record of large items in either silver or Sheffield plate being made in Birmingham before Boulton did so. To make items such as candlesticks more cheaply than the London competition, the firm made many items out of thin, die-stamped sections, which were shaped and joined together.
One impediment to Boulton's work was the lack of an assay office in Birmingham. The silver toys long made by the family firm were generally too light to require assaying, but silver plate had to be sent over 70 miles (110 km) to the nearest assay office at Chester, to be assayed and hallmarked, with the attendant risks of damage and loss. Alternatively they could be sent to London, but this exposed them to the risk of being copied by competitors. Boulton wrote in 1771, "I am very desirous of becoming a great silversmith, yet I am determined not to take up that branch in the large way I intended, unless powers can be obtained to have a marking hall [assay office] at Birmingham."
Boulton petitioned Parliament for the establishment of an assay office in Birmingham. Though the petition was bitterly opposed by London goldsmiths, he was successful in getting Parliament to pass an act establishing assay offices in Birmingham and Sheffield, whose silversmiths had faced similar difficulties in transporting their wares.
The silver business proved not to be profitable due to the opportunity cost of keeping a large amount of capital tied up in the inventory of silver. The firm continued to make large quantities of Sheffield plate, but Boulton delegated responsibility for this enterprise to trusted subordinates, involving himself little in it.
Neo-Classical Style Ormolu Vase by Partnership with Fothergill
As part of Boulton's efforts to market to the wealthy, he started to sell vases decorated with ormolu, previously a French specialty. Ormolu was milled gold (from the French or moulu) amalgamated with mercury, and applied to the item, which was then heated to drive off the mercury, leaving the gold decoration.
In the late 1760s and early 1770s there was a fashion among the wealthy for decorated vases, and he sought to cater to this craze. He initially ordered ceramic vases from his friend and fellow Lunar Society member Josiah Wedgwood, but ceramic proved unable to bear the weight of the decorations and Boulton chose marble and other decorative stone as the material for his vases.
Boulton copied vase designs from classical Greek works and borrowed works of art from collectors, merchants, and sculptors. Fothergill and others searched Europe for designs for these creations.
In March 1770 Boulton visited the Royal Family and sold several vases to Queen Charlotte, George III's wife. He ran annual sales at Christie's in 1771 and 1772. The Christie's exhibition succeeded in publicising Boulton and his products, which were highly praised, but the sales were not financially successful with many works left unsold or sold below cost. When the craze for vases ended in the early 1770s, the partnership was left with a large stock on its hands, and disposed of much of it in a single massive sale to Catherine the Great of Russia—the Empress described the vases as superior to French ormolu, and cheaper as well.
Boulton continued to solicit orders, though "ormolu" was dropped from the firm's business description from 1779, and when the Boulton-Fothergill partnership was dissolved by the latter's 1782 death there were only 14 items of ormolu in the "toy room".
Mounts for small Wedgwood products
Among Boulton's most successful products were mounts for small Wedgwood products such as plaques, cameo brooches and buttons in the distinctive ceramics, notably jasper ware, for which Wedgwood's firm remains well known. The mounts of these articles, many of which have survived, were made of ormolu or cut steel, which had a jewel-like gleam.
Boulton and Wedgwood were friends, alternately cooperating and competing, and Wedgwood wrote of Boulton, "It doubles my courage to have the first Manufacturer in England to encounter with—The match likes me well—I like the Man, I like his spirit."
Soho Friendly Society - Labour Insurace System
In the 1770s Boulton introduced an insurance system for his workers that served as the model for later schemes, allowing his workers compensation in the event of injury or illness. The first of its kind in any large establishment, employees paid one-sixtieth of their wages into the Soho Friendly Society, membership in which was mandatory.
The firm's apprentices were poor or orphaned boys, trainable into skilled workmen; he declined to hire the sons of gentlemen as apprentices, stating that they would be "out of place" among the poorer boys.
Mechanical Reproduction of Paintings by Partnership with Francis Eginton
Not all of Boulton's innovations proved successful. Together with painter Francis Eginton, he created a process for the mechanical reproduction of paintings for middle-class homes, but eventually abandoned the procedure.
Eldorado Metal
Boulton and James Keir produced an alloy called "Eldorado metal" that they claimed would not corrode in water and could be used for sheathing wooden ships. After sea trials the Admiralty rejected their claims, and the metal was used for sashes at Soho House.
Boulton-Watt's Steam Engine
Matthew Boulton (1728-1809) was a cultured man who moved in the most acant-garde scientific and artistic circles of his day. He was both entrepreneur and an innovator who produced some high quality silver but he is remembered for his collaboration with Scottish engineer James Watt (1748-1813).
James Watt (1748-1813)
 Portrait of James Watt (1736-1819) by Carl Frederik von Breda in 1792.James Watt was a Scottish inventor and mechanical engineer whose improvements to the Newcomen steam engine were fundamental to the changes brought by the Industrial Revolution in both the Kingdom of Great Britain and the world.
Portrait of James Watt (1736-1819) by Carl Frederik von Breda in 1792.James Watt was a Scottish inventor and mechanical engineer whose improvements to the Newcomen steam engine were fundamental to the changes brought by the Industrial Revolution in both the Kingdom of Great Britain and the world.
He was born on 19 January 1736 in Greenock, Renfrewshire, a seaport on the Firth of Clyde. His father was a shipwright, ship owner and contractor, and served as the town's chief baillie, while his mother, Agnes Muirhead, came from a distinguished family and was well educated. Both were Presbyterians and strong Covenanters. Watt's grandfather, Thomas Watt, was a mathematics teacher and baillie to the Baron of Cartsburn. Watt did not attend school regularly; initially he was mostly schooled at home by his mother but later he attended Greenock grammar school. He exhibited great manual dexterity and an aptitude for mathematics, although Latin and Greek failed to interest him.
When he was 18, his mother died and his father's health began to fail. Watt travelled to London to study instrument-making for a year, then returned to Scotland, settling in the major commercial city of Glasgow intent on setting up his own instrument-making business. However, because he had not served at least seven years as an apprentice, the Glasgow Guild of Hammermen (any artisans using hammers) blocked his application, despite there being no other mathematical instrument makers in Scotland.
Watt was saved from this impasse by the arrival of astronomical instruments to the University of Glasgow that required expert attention. Watt restored them to working order and was remunerated. These instruments were eventually installed in the Macfarlane Observatory. Subsequently three professors of the University offered him the opportunity to set up a small workshop within the university. It was established in 1758 and one of the professors, the physicist and chemist Joseph Black, became Watt's friend.
Four years after Watt had opened his workshop, his friend, Professor John Robison, called his attention to the use of steam as a source of power, and Watt began to experiment with it. Watt had never seen an operating steam engine, but he tried constructing a model. It failed to work satisfactorily, but he continued his experiments and began to read everything he could about the subject.
He was skilled with his hands, and was also able to perform systematic scientific measurements that could quantify the improvements he made and produce a greater understanding of the phenomenon he was working with. He learned that the University owned a model Newcomen engine, but it was in London for repairs. Watt got the university to have it returned, and he made the repairs in 1763.
After much experimentation he showed that about 80% of the heat of the steam was consumed in heating the cylinder, because the steam in it was condensed by an injected stream of cold water. He realised that contemporary engine designs wasted a great deal of energy by repeatedly cooling and re-heating the cylinder. His critical insight was to cause the steam to condense in a separate chamber apart from the piston, and to maintain the temperature of the cylinder at the same temperature as the injected steam. Watt introduced a design enhancement, the separate condenser, which avoided this waste of energy and radically improved the power, efficiency, and cost-effectiveness of steam engines. He soon had a working model by 1765.
Now came a long struggle to produce a full-scale engine. This required more capital, some of which came from Joseph Black. More substantial backing came from John Roebuck, the founder of the celebrated Carron Iron Works, near Falkirk, with whom he now formed a partnership. But the principal difficulty was in machining the piston and cylinder. Iron workers of the day were more like blacksmiths than machinists, so the results left much to be desired. Much capital was spent in pursuing the ground-breaking patent. Strapped for resources, Watt was forced to take up employment first as a surveyor, then as a Civil engineer for eight years.
Partnership Boulton & Watt (1775)
Boulton's Soho site proved to have insufficient hydropower for his needs, especially in the summer when the millstream's flow was greatly reduced. He realised that using a steam engine either to pump water back up to the millpond or to drive equipment directly would help to provide the necessary power.
In 1766 he began to correspond with Watt, and first met him two years later. In 1769 Watt patented an engine with the innovation of a separate condenser, making it far more efficient than earlier engines. Boulton realised not only that this engine could power his manufactory, but also that its production might be a profitable business venture.
After receiving the patent, Watt did little to develop the engine into a marketable invention, turning to other work.
In 1772, Watt's partner, Dr. John Roebuck, the founder of the celebrated Carron Iron Works, ran into financial difficulties and went bankrupt. Matthew Boulton, to whom he owed £1,200, accepted his two-thirds share in Watt's patent as satisfaction of the debt. Boulton's partner Fothergill refused to have any part in the speculation, and accepted cash for his share. Boulton's share was worth little without Watt's efforts to improve his invention.
Matthew Boulton boasted about Watt's talents, leading to an employment offer from the Russian government, which Boulton had to persuade Watt to turn down. In 1774 he was able to convince Watt to move to Birmingham, and they entered into a partnership in 1775. This successful partnership (Boulton & Watt) lasted for the next twenty-five years.
By 1775 six of the 14 years of Watt's original patent had elapsed, but thanks to Boulton's lobbying Parliament passed an act extending Watt's patent until 1800. It enabling the firm to market Watt's steam engine.
Boulton-Whatt's Steam Engine
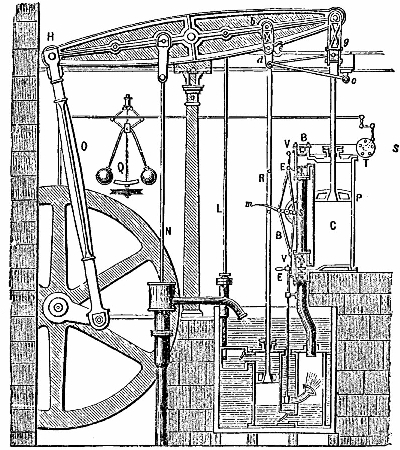 Sketch showing a steam engine designed by Boulton & Watt, England, 1784.
Labelling:
B steam valves (input),
C steam-cylinder,
E exhaust steam valves,
H Connecting rod link to beam
N cold water pump,
O connecting rod,
P piston,
Q regulator/governor,
R rod of the air-pump,
T steam input flap (controlled by governor (Q).
g link connecting piston (P) and beam via parallel motion g-d-c,
m steam inflow lever worked by the air-pump rod (R).The partnership was formed in 1775 to exploit Watt's patent for a steam engine. James Watt developed an improved version of Newcomen's engine during 1763-75, with a separate condenser. Watt's engine used 75% less coal than Newcomen's engine, and was hence much cheaper to run. Watt proceeded to develop his engine further, modifying it to provide a rotary motion suitable for driving factory machinery. This enabled factories to be sited away from rivers, and further accelerated the pace of the Industrial Revolution.
Sketch showing a steam engine designed by Boulton & Watt, England, 1784.
Labelling:
B steam valves (input),
C steam-cylinder,
E exhaust steam valves,
H Connecting rod link to beam
N cold water pump,
O connecting rod,
P piston,
Q regulator/governor,
R rod of the air-pump,
T steam input flap (controlled by governor (Q).
g link connecting piston (P) and beam via parallel motion g-d-c,
m steam inflow lever worked by the air-pump rod (R).The partnership was formed in 1775 to exploit Watt's patent for a steam engine. James Watt developed an improved version of Newcomen's engine during 1763-75, with a separate condenser. Watt's engine used 75% less coal than Newcomen's engine, and was hence much cheaper to run. Watt proceeded to develop his engine further, modifying it to provide a rotary motion suitable for driving factory machinery. This enabled factories to be sited away from rivers, and further accelerated the pace of the Industrial Revolution.
Newcomen's and Watt's early engines were "atmospheric", meaning that they were powered by the vacuum generated by condensing steam instead of the pressure of expanding steam. Cylinders had to be large, as the only usable force acting on them was atmospheric pressure. Steam was only used to compensate for the atmosphere allowing the piston to move back to its starting position. This made much more efficient use of its fuel than the older Newcomen engine.
The Partnership Started at Soho Manufactory
 Soho Manufactory in 1800.Initially the business was based at the Soho Manufactory which was an early factory pioneering mass production on the assembly line, on the southern edge of the then-rural parish of Handsworth.
Soho Manufactory in 1800.Initially the business was based at the Soho Manufactory which was an early factory pioneering mass production on the assembly line, on the southern edge of the then-rural parish of Handsworth.
In 1761, the "toy" manufacturer Matthew Boulton and his business partner John Fothergill leased a site on Handsworth Heath, containing a cottage and a water-driven metal-rolling mill. The mill was replaced by a new factory, designed and built by the Wyatt family of Lichfield, and completed in 1766.
The cottage was later demolished and Boulton's home (Soho House) was built on the site, also by the Wyatts. The Manufactory produced a wide range of goods from buttons, buckles and boxes to japanned ware (collectively called "toys"), and later luxury products such as silverware and ormolu (a type of gilded bronze).
James Watt finally had access to some of the best iron workers in the world. The difficulty of the manufacture of a large cylinder with a tightly fitting piston was solved by John Wilkinson(1728 – 1808), brother-in-law of Lunar Society member Joseph Priestley, who had developed precision boring techniques for cannon making at Bersham, near Wrexham, North Wales.
So at the initial stage, most of the components for their Steam Engines were made by others, for example the cylinders by John Wilkinson.
First Installation (1776)
In 1776 the partnership erected two engines, one for John Wilkinson and one at a mine in Tipton in the Black Country. Both engines were successfully installed, leading to favourable publicity for the partnership. Boulton and Watt began to install engines elsewhere.
The firm rarely produced the engine itself: it had the purchaser buy parts from a number of suppliers and then assembled the engine on-site under the supervision of a Soho engineer.
The company made its profit by comparing the amount of coal used by the machine with that used by an earlier, less efficient Newcomen engine, and required payments of one-third of the savings annually for the next 25 years. This pricing scheme led to disputes, as many mines fuelled the engines using coal of unmarketable quality that cost the mine owners only the expense of extraction. Mine owners were also reluctant to make the annual payments, viewing the engines as theirs once erected, and threatened to petition Parliament to repeal Watt's patent.
The county of Cornwall was a major market for the firm's engines. It was mineral-rich and had many mines. However, the special problems for mining there, including local rivalries and high prices for coal, which had to be imported from Wales, forced Watt and later Boulton to spend several months a year in Cornwall overseeing installations and resolving problems with the mineowners. In 1779 the firm hired engineer William Murdoch, who was able to take over the management of most of the on-site installation problems, allowing Watt and Boulton to remain in Birmingham.
Improvement of Engine
In 1776, the first engines were installed and working in commercial enterprises. These first engines were used for pumps and produced only reciprocating motion to move the pump rods at the bottom of the shaft. Orders began to pour in and for the next five years Watt was very busy installing more engines, mostly in Cornwall for pumping water out of mines.
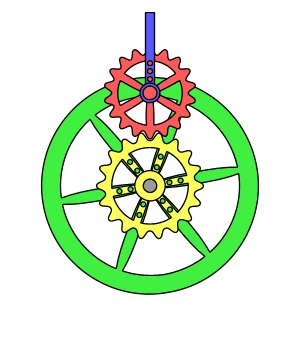 Sun and Planet GearsOn a 1781 visit to Wales Matthew Boulton had seen a powerful copper-rolling mill driven by water, and when told it was often inoperable in the summer due to drought suggested that a steam engine would remedy that defect. Boulton wrote to Watt urging the modification of the engine, warning that they were reaching the limits of the pumping engine market: "There is no other Cornwall to be found, and the most likely line for increasing the consumption of our engines is the application of them to mills, which is certainly an extensive field."
Sun and Planet GearsOn a 1781 visit to Wales Matthew Boulton had seen a powerful copper-rolling mill driven by water, and when told it was often inoperable in the summer due to drought suggested that a steam engine would remedy that defect. Boulton wrote to Watt urging the modification of the engine, warning that they were reaching the limits of the pumping engine market: "There is no other Cornwall to be found, and the most likely line for increasing the consumption of our engines is the application of them to mills, which is certainly an extensive field."
The field of application of the invention was greatly widened only after Matthew Boulton urged Watt to convert the reciprocating motion of the piston to produce rotational power for grinding, weaving and milling. Although a crank seemed the logical and obvious solution to the conversion Watt and Boulton were stymied by a patent for this, whose holder, James Pickard, and associates proposed to cross-license the external condenser. Watt adamantly opposed this and they circumvented the patent by their sun and planet gear in 1781. The sun and planet gear converted the vertical motion of a beam, driven by a steam engine, into circular motion using a 'planet', a cogwheel fixed at the end of the pumping rod (connected to the beam) of the engine. With the motion of the beam, this revolved around, and turned, the 'sun', a larger rotating cog which turned the drive shaft, thus generating rotary motion. An interesting feature of this arrangement, when compared to that of a simple crank, is that when both sun and planet have the same number of teeth, the drive shaft completes two revolutions for each stroke of the beam instead of one.
Over the next six years, he made a number of other improvements and modifications to the steam engine. A double acting engine, in which the steam acted alternately on the two sides of the piston was one. He described methods for working the steam "expansively" (i.e., using steam at pressures well above atmospheric). A compound engine, which connected two or more engines was described. Two more patents were granted for these in 1781 and 1782.
Watt spent much of 1782 on the modification project, and though he was concerned that few orders would result, completed it at the end of the year.
One order was received in 1782, and several others from mills and breweries soon after. George III toured the Whitbread brewery in London, and was impressed by the engine. As a demonstration, Boulton used two engines to grind wheat at the rate of 150 bushels per hour in his new Albion Mill in London. While the mill was not financially successful, according to historian Jenny Uglow it served as a "publicity stunt par excellence" for the firm's latest innovation. Before its 1791 destruction by fire, the mill's fame, according to early historian Samuel Smiles, "spread far and wide", and orders for rotative engines poured in not only from Britain but from the United States and the West Indies.
Numerous other improvements that made for easier manufacture and installation were continually implemented. One of these included the use of the steam indicator which produced an informative plot of the pressure in the cylinder against its volume, which he kept as a trade secret. Another important invention, one of which Watt was most proud of, was the Parallel motion / three-bar linkage which was essential in double-acting engines as it produced the straight line motion required for the cylinder rod and pump, from the connected rocking beam, whose end moves in a circular arc. This was patented in 1784.
A throttle valve to control the power of the engine, and a centrifugal governor, patented in 1788, to keep it from "running away" were very important. These improvements taken together produced an engine which was up to five times as efficient in its use of fuel as the Newcomen engine.
Because of the danger of exploding boilers, which were in a very primitive stage of development, and the ongoing issues with leaks, Watt restricted his use of high pressure steam – all of his engines used steam at near atmospheric pressure.
In 1794 the partners established Boulton and Watt to exclusively manufacture steam engines, and this became a large enterprise.
Soho Mint (1788)
In 1788 Soho Mint, the first steam-powered mint, was created by Matthew Boulton in his Soho Manufactory. A mint was erected at the manufactory containing eight machines, driven by steam engine, each capable of striking 70 to 84 coins per minute. In addition to copper domestic coins, silver coins were made for some of the colonies, and various medals and trade tokens were struck.
After the demise of the Soho Mint some of the machinery was bought at auction by the new Birmingham Mint of Ralph Heaton II.
Soho Foundry (1796)
 The listed canal roving bridge at the western junction of the Soho Foundry Loop.In 1795 Soho Foundry was a factory created by Matthew Boulton and James Watt at Smethwick, West Midlands, England, for the manufacture of steam engines after the year of 1794 when their partnership was granted the patent of the exclusive manufacturing of the steam engine.
The listed canal roving bridge at the western junction of the Soho Foundry Loop.In 1795 Soho Foundry was a factory created by Matthew Boulton and James Watt at Smethwick, West Midlands, England, for the manufacture of steam engines after the year of 1794 when their partnership was granted the patent of the exclusive manufacturing of the steam engine.
The factory was built on the edge of the Birmingham Canal on land bought in 1795. The following year the foundry was open.
In the final quarter of the 18th century the partnership installed hundreds of Boulton & Watt steam engines, which were a great advance on the state of the art, making possible the mechanisation of factories and mills.
The partnership was passed to two of their sons in 1800.
The firm lasted over 120 years, and was still making steam engines, a few of which are preserved, in 1895.
By 1840 James Watt Junior owned the factory after the death of the founding Boulton and Watt.
He died in 1848 and his place was taken by H. W. Blake and the name changed form Soho Foundry to James Watt & Co..
In 1857 the screw engines for the steamship SS Great Eastern were built at the foundry.
In 1860 a new mint was started at the Foundry, the Manufactory having closed in 1850.
In 1895 W & T Avery Ltd. acquired the Foundry as a going concern.
Total Number of Installation
Between 1775 and 1800 the firm produced approximately 450 engines. It did not let other manufacturers produce engines with separate condensers, and approximately 1,000 Newcomen engines, less efficient but cheaper and not subject to the restrictions of Watt's patent, were produced in Britain during that time.
Boulton boasted to James Boswell when the diarist toured Soho, "I sell here, sir, what all the world desires to have—POWER." The development of an efficient steam engine allowed large-scale industry to be developed, and the industrial city, such as Manchester became, to exist.
By 1824 the partnership had produced 1164 steam engines having a total nominal horsepower of about 26,000.
Coinage at Soho Mint
By 1786, two-thirds of the coins in circulation in Britain were counterfeit, and the Royal Mint responded by shutting itself down, worsening the situation. Few of the silver coins being passed were genuine. Even the copper coins were melted down and replaced with lightweight fakes. The Royal Mint struck no copper coins for 48 years, from 1773 until 1821. The resultant gap was filled with copper tokens that approximated the size of the halfpenny, struck on behalf of merchants. Boulton struck millions of these merchant pieces. On the rare occasions when the Royal Mint did strike coins, they were relatively crude, with quality control nonexistent.
Involvement by Boulton (1780s)
 Boulton 1790 Anglesey halfpenny; the first coin struck by steam power in a collar to assure roundness.Matthew Boulton (1728-1809) had turned his attention to coinage in the mid 1780s; they were just another small metal product like those he manufactured. He also had shares in several Cornish copper mines, and had a large personal stock of copper, purchased when the mines were unable to dispose of it elsewhere. However, when orders for counterfeit money were sent to him, he refused them:"I will do anything, short of being a common informer against particular persons, to stop the malpractices of the Birmingham coiners."
Boulton 1790 Anglesey halfpenny; the first coin struck by steam power in a collar to assure roundness.Matthew Boulton (1728-1809) had turned his attention to coinage in the mid 1780s; they were just another small metal product like those he manufactured. He also had shares in several Cornish copper mines, and had a large personal stock of copper, purchased when the mines were unable to dispose of it elsewhere. However, when orders for counterfeit money were sent to him, he refused them:"I will do anything, short of being a common informer against particular persons, to stop the malpractices of the Birmingham coiners."
In 1788 he established the Soho Mint as part of his industrial plant. The mint included eight steam-driven presses, each striking between 70 and 84 coins per minute. The firm had little immediate success getting a license to strike British coins, but was soon engaged in striking coins for the British East India Company for use in India.
The coin crisis in Britain continued. In a letter to the Master of the Mint, Lord Hawkesbury on 14 April 1789, Boulton wrote:
It will coin much faster, with greater ease, with fewer persons, for less expense, and more beautiful than any other machinery ever used for coining ... Can lay the pieces or blanks upon the die quite true and without care or practice and as fast as wanted. Can work night and day without fatigue by two setts of boys. The machine keeps an account of the number of pieces struck which cannot be altered from the truth by any of the persons employed. The apparatus strikes an inscription upon the edge with the same blow that strikes the two faces. It strikes the background of the pieces brighter than any other coining press can do. It strikes the pieces perfectly round, all of equal diameter, and exactly concentric with the edge, which cannot be done by any other machinery now in use.
Boulton spent much time in London lobbying for a contract to strike British coins, but in June 1790 the Pitt Government postponed a decision on recoinage indefinitely. Meanwhile, the Soho Mint struck coins for the East India Company, Sierra Leone and Russia, while producing high-quality planchets, or blank coins, to be struck by national mints elsewhere. The firm sent over 20 million blanks to Philadelphia, to be struck into cents and half-cents by the United States Mint — Mint Director Elias Boudinot found them to be "perfect and beautifully polished". The high-technology Soho Mint gained increasing and somewhat unwelcome attention: rivals attempted industrial espionage, while lobbying for Boulton's mint to be shut down.
The national financial crisis reached its nadir in February 1797, when the Bank of England stopped redeeming its bills for gold. In an effort to get more money into circulation, the Government adopted a plan to issue large quantities of copper coins, and Lord Hawkesburysummoned Matthew Boulton to London on 3 March 1797, informing him of the Government's plan. Four days later, Boulton attended a meeting of the Privy Council, and was awarded a contract at the end of the month. According to a proclamation dated 26 July 1797, King George III was "graciously pleased to give directions that measures might be taken for an immediate supply of such copper coinage as might be best adapted to the payment of the laborious poor in the present exigency ...which should go and pass for one penny and two pennies".
 Boulton-produced 1797 "cartwheel" twopence pieceThe proclamation required that the coins weigh one and two ounces respectively, bringing the intrinsic value of the coins close to their face value. Boulton made efforts to frustrate counterfeiters. Designed by Heinrich Küchler, the coins featured a raised rim with incuse or sunken letters and numbers, features difficult for counterfeiters to match. The twopenny coins measured exactly an inch and a half across; 17 pennies lined up would reach two feet. The exact measurements and weights made it easy to detect lightweight counterfeits. Küchler also designed proportionate halfpennies and farthings; these were not authorised by the proclamation, and though pattern pieces were struck, they never officially entered circulation. The halfpenny measured ten to a foot, the farthing 12 to a foot.[69] The coins were nicknamed "cartwheels", both because of the size of the twopenny coin and in reference to the broad rims of both denominations. The penny was the first of its denomination to be struck in copper.
Boulton-produced 1797 "cartwheel" twopence pieceThe proclamation required that the coins weigh one and two ounces respectively, bringing the intrinsic value of the coins close to their face value. Boulton made efforts to frustrate counterfeiters. Designed by Heinrich Küchler, the coins featured a raised rim with incuse or sunken letters and numbers, features difficult for counterfeiters to match. The twopenny coins measured exactly an inch and a half across; 17 pennies lined up would reach two feet. The exact measurements and weights made it easy to detect lightweight counterfeits. Küchler also designed proportionate halfpennies and farthings; these were not authorised by the proclamation, and though pattern pieces were struck, they never officially entered circulation. The halfpenny measured ten to a foot, the farthing 12 to a foot.[69] The coins were nicknamed "cartwheels", both because of the size of the twopenny coin and in reference to the broad rims of both denominations. The penny was the first of its denomination to be struck in copper.
The cartwheel twopenny coin was not struck again; much of the mintage was melted down in 1800 when the price of
copper increased and it had proved too heavy for commerce and was difficult to strike. Much to Boulton's chagrin, the new coins were being counterfeited in copper-covered lead within a month of issuance.
Boulton was awarded additional contracts in 1799 and 1806, each for the lower three copper denominations. Though the cartwheel design was used again for the 1799 penny (struck with the date 1797), all other strikings used lighter planchets to reflect the rise in the price of copper, and featured more conventional designs. Boulton greatly reduced the counterfeiting problem by adding lines to the coin edges, and striking slightly concave planchets. Counterfeiters turned their sights to easier targets, the pre-Soho pieces, which were not withdrawn, due to the expense, until a gradual withdrawal took place between 1814 and 1817.
Watt, in his eulogy after Boulton's 1809 death, stated:
In short, had Mr. Boulton done nothing more in the world than he has accomplished in improving the coinage, his name would deserve to be immortalised; and if it be considered that this was done in the midst of various other important avocations, and at enormous expense,— for which, at the time, he could have had no certainty of an adequate return,—we shall be at a loss whether most to admire his ingenuity, his perseverance, or his munificence. He has conducted the whole more like a sovereign than a private manufacturer; and the love of fame has always been to him a greater stimulus than the love of gain. Yet it is to be hoped that, even in the latter point of view, the enterprise answered its purpose.
Wikipedia
